不锈钢夹层锅腐蚀开裂机理及对策
 |
 |
 |
1引言
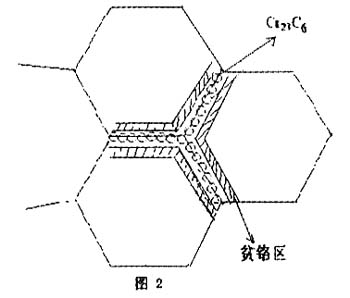
在我市罐头行业中不锈钢夹层锅作为制汤、溶浆设备用得比较普遍,但在我所对这些夹层锅的检验中发现普遍存在着腐蚀裂纹,其初起部位在锅内(材质为1Cr18Ni9Ti)的焊缝或热影响区上,呈树枝状,其方向都是顺延焊缝或热影响区,其产生裂纹的时间大都在投用6~12个月内出现,大约在裂纹出现后的半年至一年时间里可发展到布满整条焊缝或热影响区上,裂纹数量也迅速增加,且交叉成龟裂状,其深度也迅速由外向内发展,直至穿透。后期其腐蚀裂纹特点呈两头小中间大,中间形成空穴而造成报废。(见图1)
这些夹层锅大都来自××市××食品械厂的产品,产品质保书齐全。其规格为300L,形状为半球形,其夹套材料为普通A3或Q235A,锅体材料是1Cr18Ni9Ti;其结构为锅底是一直径为400㎜的极板,锅体由4片瓣片焊接而成,板厚为4㎜,瓣片的成形采用冷作加工成形未做消除应力处理,焊条采用A102。不锈钢锅体与碳钢夹套之间采用A132焊条,手工电弧焊,焊前无预热,焊后不做消除应力处理;组焊后焊缝磨平、抛光,表面酸洗钝化处理。
, 百拇医药
2产生裂纹的原因分析
2.1这种锅在制作过程中由于半球形封头瓣片采用冷作加成形,未经消除应力处理,使瓣片内存在较大残余应力,且半球形封头的瓣片在焊接过程中由于形状的限制拘束度较大,熔池冷却后,金属收缩,而其外形尺寸已固定难于随其收缩,这就产生了在焊缝及热影响区上的方向垂直于焊缝的拉伸应力。
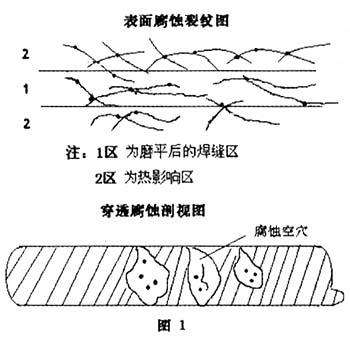
2.2焊接过程,锅内不锈钢间的焊接采用手工电弧焊接, 焊条采用A102其成分与1Cr18Ni9TI,成份相近可作为1Cr18Ni9TI不锈钢板间焊接的焊条,在焊接过程中由于母材与熔合区间,及热影响区与熔合区之间, 存在着较大的温度梯度;而导致不锈钢被敏化加热,碳向晶间界的扩散速度较铬为快并以碳化物(Cr23C6)的形式在晶间界上折出,而折出的碳化物(Cr23C6)中含铬量要比钢中铬的平均含量多得多,因此在晶界及其邻近区域(焊缝及热影响区)由于碳化铬在晶界的聚集沉淀的形成而产生沿晶界的贫铬区。(如图2所示)
, 百拇医药
2.3裂纹的产生
这种锅作为罐头配汤用锅其介质主要成分为水、NaCl及微量防腐剂,使用过程夹套内通入0.3MPa水蒸汽,加热至锅内汤水沸腾为止,由于锅的制作过程中产生垂直焊缝的拉伸应力,以及由于焊接产生的晶界间的贫铬区,加上使用介质中存在大量的Cl-离子。使金属在腐蚀性介质和拉伸应力的共同作用下而产生应力腐蚀破坏,此时腐蚀和应力是互相促进的,晶间腐蚀,使金属的晶间结合力降低:应力腐蚀可以使金属在应力作用下加速腐蚀的进展,使表面缺口向深处(或沿晶间)扩展,最后导致断裂。所以应力腐蚀可以使金属在应力大大低于它的强度极限的情况下破坏。
2.3.1应力腐蚀造成金属的断裂可以分为三个阶段:
2.3.1.1孕育阶段。根据前面分析由于夹层锅的制造加工过程中在焊缝及热影响区产生的晶间贫铬区,表面的抗腐蚀的保护膜难以形成,在使用的介质中含有大量氯离子作用下,首先在贫铬区的表面上形成腐蚀斑点;该区同样由于制造加工带来的在焊缝及热影响区上的残余应力的共同作用下,在斑点腐蚀坑的边沿上产生应力集中,而该区域又是贫铬区在氯离子的作用下产生沿晶界的晶间腐蚀使该处的金属强度大大减弱,在腐蚀小孔上的局部应力可以随着电化学过程的进一步发展,使圆形小孔蜕变成腐蚀裂纹。因为小孔中受应力最大的区域是腐蚀电池的阳极,所以首先遭到电化学破坏;故首先在腐蚀斑点的边沿产生些腐蚀-机械性裂纹;这个阶段是金属表面由于腐蚀过程的集中和拉伸力的集中的共同作用,逐渐形成一些最初的腐蚀一机械性裂纹。
, 百拇医药
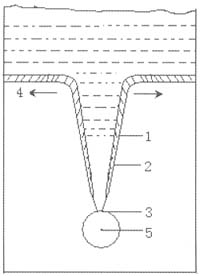
2.3.1.2腐蚀裂纹扩展阶段。这一阶段是最初腐蚀———机械性裂纹在腐蚀性介质(Cl离子)的电化学作用和焊缝及热影响内的拉伸应力的共同作用得到进一步扩展的过程。裂纹扩展的总的方向一般是和主拉伸应力方向垂直。它的腐蚀机理可以用图3来解释:最初的裂纹1的侧部是一层保护膜2,它构成腐蚀电池的阴极,裂纹尖端3是腐蚀电池的阳极,在残余拉伸应力的作用下,应力方向如图中4,裂纹尖端3前面的区域5是金属局部应力最大的地方,也是裂纹将要扩展的区域。由于裂纹尖端存在高度集中的局部应力,而且腐蚀电池又是大面积的阴极(裂纹的侧表面)与小面积的阳极(裂纹尖端部分)的组合。因而裂纹扩展速率很大,它每小时的速率可以达到毫米数量级甚至厘米数量级。所以夹层锅的破坏在发现斑点及裂纹后的6个月至一年内既造成失效。
2.3.1.3最终破坏阶段。随着裂纹的进一步扩展,其中一条裂纹会由于拉应力越来越大而比其他的裂纹更快地成长,并且到最后会排斥别的裂纹的扩展而把主要拉伸应力都转移到这首要的裂纹上来,结果导致构件的断裂。同时由于晶间腐蚀的在氯闻子的作用下,表面产生大量的裂纹,,在这一阶段,断裂是在机械因素起主要作用的情况下进行的,而且愈往后期机械因素所起的作用也愈大。
, 百拇医药
2.3.2由于在制作过程中的内应力及焊缝其热影响区出现的局部贫铬现象,这种夹层锅在使用中,由于NaCl介质的作用,根据文献介绍,当温度在120℃~200℃左右时,水中Cl—含量在10~50PPM,即可导致18-8型不锈钢的应力腐蚀开裂。而这些腐蚀在锅内最薄弱的部位即焊缝及热影响区上的金属表面保护模开始受到破坏,而形成轻微的微小腐蚀点。首先是表面遭到电化学破坏,在表面形成斑点,在斑点中形成腐蚀电池的阳极,而加速腐蚀,由于残余内应力的存在,使得在这些腐斑边沿形成许多微小的裂纹,这些腐蚀—机械性裂纹,在腐蚀性介质的电化学作用和金属内残余内应力的共同作用下,使得裂纹进一步扩展,其裂纹方向与应力垂直与焊缝基本上平行一致。由于裂纹的产生又加速了腐蚀的发展,在裂纹底部尖端部位形成腐蚀的电池和阳极而裂纹的侧部则是腐蚀电极的阴极,由于裂纹尖端存在高度集中的局部应力,而且腐蚀电池形成的又是大面积阴极和小面积阳极组合,因而腐蚀裂纹的发展速率很大,并产生多条基本上平行的裂纹并得以迅速扩展,在实际中当开始发现裂纹腐蚀后,很快在以后的几个月至一年的时间内可以使裂纹扩展到几乎穿透,而使该压力容器失效。[2]
, 百拇医药
3防止和减少腐蚀裂纹产生的对策:
3.1该种破坏产生的原因主要是:
(1)存在较大的内应力。(2)腐蚀性介质。(3)在焊缝及热影响区可能存在着贫铬现象。只要能消除以上的原因就能有效消减防止这种应力腐蚀的发生
3.2对策:
(1)消除或最大限度的消除封头制作中带来的残余应力而从产生这种腐蚀裂纹的以上情况分析得知,只要能消除制作过程南而带来的残余应力,就能有效防止或阻止裂纹的产生,因而可以从制作工艺上采用热冲压成形的封关,或在瓣片焊接制作后做消除应力热处理,在焊接工艺上采用间接焊尽量减少焊接拘束度;及应力恢复处理,因冷加工而导致的内应力可以在较低的温度完全消除,经过这种处理后,力学性能可以改善,特别是比极限可以得到较大增加,等等通过这些方法,就可以达到消除或大大消减制作而带来的残余应力。(2)采用含有固熔元素铌的焊条,如A302焊条。A302的成份中含有微量的铌,而铌与C能形成稳定而溶解度较Cr23C6小的NnC,它能有效阻止碳化铬的形成,防止在焊接过程中母材与热影响区及熔合区之间存在着较大的温度梯度,易产生局部碳化铬析出的而导致局部贫铬现象;或采用含有其它防止贫铬的固熔元素的焊条。(3)为防止在焊接的过程中产生贫铬,建议采用超低碳的不锈钢板材,有效控制金属中的含碳量,可以在焊接过程中有效的防止碳化铬在晶间的析出,从而达到防止贫铬的产生。(4)采用固溶处理根据铁碳平衡图进行固溶热处理等等;只要能采取以上做法,就可以比较好的消除腐蚀裂纹产生的根源,从而达到防止消除腐蚀裂纹的产生。
, 百拇医药
4结论
4.1造成奥氏体不锈钢失效的主要原因是:应力、贫铬以及氧化性环境,尤其是氯离子场合;只要我们在制造过程中采取相应的措施就可以消除应力,防止贫铬区产生,就可以达到防止不锈钢的失效,从而发挥不锈钢在食品行业中的优越作用。
4.2采取有效措施防止和最大限度的减少容器的制造加工过程产生的残余应力;比如热处理消除应力。
4.3在加工工艺上采取措施防止产生贫铬,以防止晶间腐蚀的产生;比如要用低含碳量的不锈钢钢板,防止Cr23C6的产生,或者采用含有固溶元素的焊条。
4.4最后对加工表面进行抛光,以消除表面的划痕及压伤,保持表面光滑,防止应力集中的产生。
4.5改进最后一道的酸洗钝化工艺,使不锈钢表面能形成良好致密的保护膜。, 百拇医药